Startseite
Über uns
Unternehmensprofil
Fabrik Tour
Qualitätskontrolle
Produkte
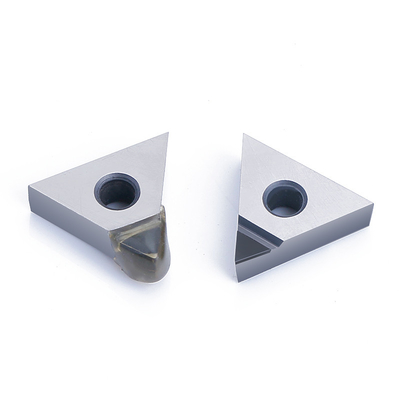
Karbid, das Einsätze schneidet
Dreheneinsätze des Karbid-VBGT1103
Karbid-Dreheneinsätze DCGT 11T3
Karbid ISO9001
Dreheneinsätze des Karbids
ISO-Karbid-Dreheneinsätze
Dreheneinsätze der Karbiddrehbank
TKFB16 drechseln Dreheneinsätze
Karbid, das Einsatz fugt
Verschleißfestigkeit CNC-Drehbank-Einsätze
Verschleißfestigkeits-Karbid
das Einsätze fugt
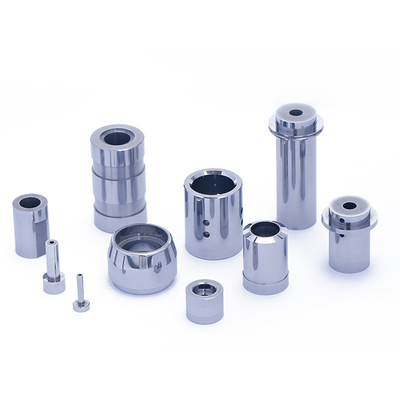
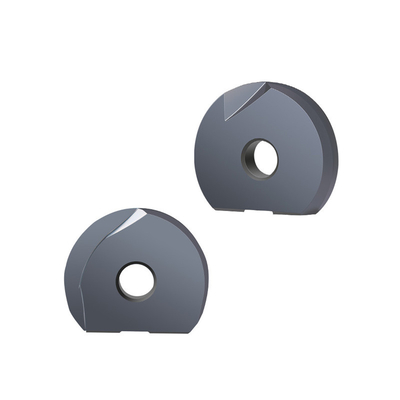
Durchschlags-Form-Komponenten
Kundengebundene Durchschlags-Form-Komponenten
Hartmetall-Durchschlags-Form-Komponenten
Optische Formen der Glaslinse
Karbid-Bohren-Werkzeuge
MXR-Rückseiten-Bohrstange
Inneres Gesichts-Karbid
das Werkzeuge fugt
Hartmetall-Material
Festes Hartmetall-Material
Bohrwerkzeug-festes Karbid Rod
Schneidwerkzeug-Hartmetall Rod
Karbidprägeeinsätze
WDMW06T320ZER-Karbid-Prägeeinsätze
Ball-indexierbare Prägeeinsätze
Prägeeinsätze des Karbid-P3204
Karbid, das Einsätze verlegt
Karbid TT32 R6002
das Einsätze verlegt
Externe Durchzugseinsätze TTX32R 6000
Abgeschnittene Einsätze
Verarbeitung des Stahlkarbids
das Einsätze fugt
Trennungswerkzeug des Hartmetalleinsatzes TKF12
Dreheneinsätze PCD
Dreheneinsatz-Werkzeug PCD
Cnc-Drehbank pcd
das Einsätze schneidet
Karbid-Bohrgeräte
Kalibrierung-freies Hartmetallstückchen
Flache Schaft-Enden-Karbid-Bohrgeräte
Hartmetall-Mikrobohren-Werkzeuge
Karbid-Enden-Fräser
Feste Karbid-Sägeblätter
Cnc-Werkzeughalter
VR Show
Kontaktieren Sie uns
Referenzen
English
Français
Deutsch
Italiano
Русский
Español
Português
Nederlandse
ελληνικά
日本語
한국
العربية
हिन्दी
Türkçe
Indonesia
Tiếng Việt
ไทย
বাংলা
فارسی
Polski
Dieses Produkt ist nicht mehr erhältlich.
Mal sehen, ob es verwandte Produkte gibt, die Sie interessieren.
Empfohlene Produkte
Solide Feinstmahlschleif-Wolframkarbidstäbe zum Stanzen mit Korrosions- und Verschleißbeständigkeit
Kundenspezifische Hartmetall-Stanzwerkzeuge mit RA0,4 Oberflächenrauheit und TiN-Oberflächenbehandlung für hohe Querzugfestigkeit
Präzisions-Profilschleifen PG Stempelstifte und Stanzwerkzeugkomponenten mit polierter oder feingeschliffener Oberfläche für die Zylinderschleiftechnologie
Hohe Genauigkeit ±0,001 mm Wolframkarbid-Stanzstifte für Hochgeschwindigkeitsstanzen mit Polieren oder Feinschleifen
Poliertes Stanzwerkzeug und Hartmetall-Matrizen mit einer Oberflächenrauheit von RZ~~0,2 µm für schnelle Lieferung in Neufahrzeugen der Elektromobilität
Schnelle Lieferung Stabile Qualität Grundoberfläche Wolframkarbid-Matrizen und Dosenherstellungsmatrizen
Präzise Stanzformkomponenten mit ±0,001 mm Genauigkeit für Stanzarbeiten mit kombinierter Kavität und polierter Oberfläche
Hochpräzise ±0,001 mm Wolframkarbid-Stanzformkomponenten für schnelle Lieferung und stabile Qualität
Nicht standardmäßige, kundenspezifische Stanzformkomponenten für Kaltstanzwerkzeuge für Haushaltsgeräte, elektronische Kommunikation und Automobile
Kundenspezifische Wolframkarbid-Stanzformkomponenten mit ±0,001 mm Genauigkeit für Schmiede- und Befestigungsmatrizen
Kundenspezifische Wolframkarbid-Matrizen mit ±0,001 mm Genauigkeit und RZ~~0,2 µm Oberflächenrauheit für schnelle Lieferung
Kinyet Hochpräzisions-Hartmetall-Stanzformkomponenten mit ±0,001 mm Genauigkeit und RZ~~0,2 µm Oberflächenrauheit für die Automobilindustrie
Kundenspezifische hochpräzise Stanzformkomponenten mit RZ~~0,2 µm Oberflächenrauheit für schnelle Lieferung und stabile Qualität
Kundenspezifische, nicht-magnetische Stanzformkomponenten mit ±0,001 mm Genauigkeit und Zylinderschleiftechnologie
Hochpräzise Hartmetall-Spulnadeln für Lithium-Batterie-Wickelmaschinen mit ±0,001 mm Genauigkeit und geschliffener Oberfläche
TGF32 Carbide Grooving Inserts parting and grooving inserts For CNC Lathe Holder
Drow TGF32L 150 010 Carbide Grooving Insert 1.5mm CW 2.5mm CDX
Drow TGF32L 200 010 Carbide Grooving Insert 2.0mm CW for CNC Lathes
TKF16 Carbide Cutoff Inserts 1.5-2.0mm CW for CNC Lathe
Drow TGF32 Carbide Grooving Insert 0.33-2.50mm for CNC Lathe