Was ist ein Bohrwerkzeug aus Karbid? Wie wählen Sie ein geeignetes Bohrwerkzeug aus Karbid
Drow Carbide Precision Ltd. veröffentlicht Branchenleitfaden: Entmystifizierung der Auswahl von Werkzeugen für das Bohren von Carbide
20. Februar 2025** - Da sich die Fertigungsintelligenz beschleunigt, veröffentlichte Drow Carbide Precision Ltd. heute offiziell das "Whitepaper zur Auswahl von hochpräzisen Schneidwerkzeugen," eine eingehende Analyse der technischen Eigenschaften und Auswahlstrategien von Hardstoffbohrwerkzeugen für Bearbeitungsbetriebe.
### Technische Analyse von Werkzeugen zum Bohren von Karbid
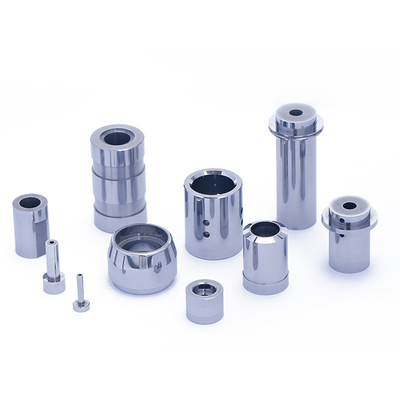
Die Vorteile von Werkzeugen, die aus Wolframkarbid hergestellt werden, sind außergewöhnlich:
- **Exzellente Verschleißfestigkeit**: Härte bis HRA92-94, 5-8x längere Lebensdauer als HSS-Werkzeuge
- **Hohe thermische Stabilität**: 800-1000°C für schnelles Schneiden
- ** Präzisionsbearbeitung**: Erreicht Toleranzklassen IT6-IT7 mit Oberflächenrauheit Ra0,4-0,8μm
### Fünfdimensionale Auswahlmethodik
Der CTO von Drow Carbide empfiehlt, fünf kritische Dimensionen zu berücksichtigen:
1. **Materialverträglichkeit**
Werkzeuge mit CVD-Beschichtung für Gusseisen, mit PVD-Nanobeschichtung für Edelstahl
2. **Betriebsspezifische Werkzeugwahl**
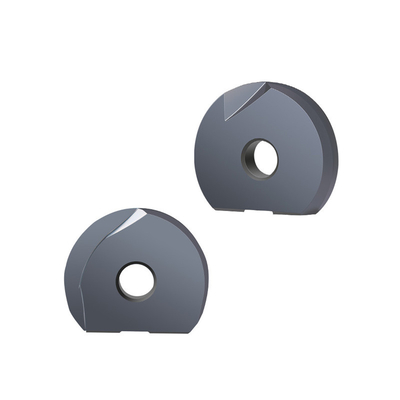
- ** Gesichtsgrooving **:
▸ Geeignet für Motorblöcke mit Ölgruben (Breite 2-8 mm)
▸ TPGX mit 85° Anflugwinkel empfehlen
▸ Schneidgeschwindigkeit [v_c = 120-180 m/min] für Aluminiumlegierungen
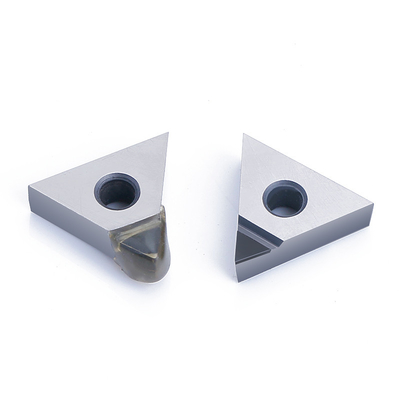
- **Profiling langweilig**:
▸ Komplexe Konturbearbeitung von Luftfahrtkomponenten
▸ Verwenden von Bohrköpfen mit variabler Geometrie mit einer Wiederholgenauigkeit von ±0,01 mm
▸ Geometrie des Splitters: [λ = 15°-20°] für die Stahlbearbeitung
- "Inneres Gießen":
▸ Metrische/UN-Fadenbearbeitung in hydraulischen Kollektoren
▸ 60°-V-Einsätze mit TiAlN-Beschichtung
▸ Zufuhrgeschwindigkeit [f = Pitch mal 0,7] für ISO-metrische Fäden
- "Umgekehrt langweilig".
▸ Bearbeitung der Rückseite der Turbinenhülsen
▸ Umwälzmaschinen mit 45°-Bleiwinkel
▸ Steifheitsanforderung: [k geq 200N/μm] bei Überhang 5xD
- "Inneres Langweilen".
▸ Allgemeine Präzisions-Lochbearbeitung
▸ Modulare Bohrsysteme mit 0,001 mm Einstelllösung
▸ Tiefe-Durchmesser-Verhältnis [L/D Seite 4] ohne Hilfsstütze
3. **Geometrische Parameter**
Auswahl des Raketwinkels γ auf der Grundlage der Materialhärte:
[
γ =
Beginn {Fälle}
8°-10° & text{Gussstahl}
12°-15° & text{Aluminiumlegierung}
end{Fälle}
]
4. **Werkzeughaltersysteme**
HSK für Hochgeschwindigkeitsanwendungen (≤ 18.000 Rpm) vs. CAPTO für schwere Schneiden
5. **Zuliefererfähigkeiten**
Bewertung von Werkzeugvorinstellungsdiensten, Vor-Ort-Support und Reaktionsfähigkeit von kundenspezifischen Lösungen
**Über die Drow Carbide Precision Ltd.**
Als nationales Hightech-Unternehmen besitzen wir 12 Werkzeugpatente für Karbid und betreiben 5-Achsen-Werkzeugschleifcluster deutscher Herstellung, die eine 72-stündige schnelle Anpassung bieten.www.drowcn.cn.
* Kontakt zu den Medien:
Verkaufsleiter Mr. Chen. WhatsApp/Wechat: +8618975739143 Zalo/Telegramm: +8615622340665
E-Mail: csc@drowcn.cn*


 Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!
Ihre Nachricht muss zwischen 20 und 3.000 Zeichen enthalten!